Asme VIII. Uw 12: the joint efficiencies
La parte della norma Asme - che si occupa della progettazione di una saldatura da realizzare su un pressure vessel – è il paragrafo Uw – 9 della ASME viii divisione 1.
Durante la fase di progettazione di un pressure vessel – in cui sono presenti delle saldature – è necessario determinare il valore dell’efficienza della saldatura, da inserire nelle formule per determinare lo spessore del vessel.
La prima considerazione riguarda le variabili da prendere in esame, le più importanti possono essere riassunte come segue:
- Welded joint category,
- Non destructive examinations,
- Materials,
Cominciamo dalla definizione delle differenti welded joint categpry che possiamo ritrovare durante un processo di saldatura; il temine categoria serve ad indicare la posizione di una saldatura all’interno del pressure vessel.
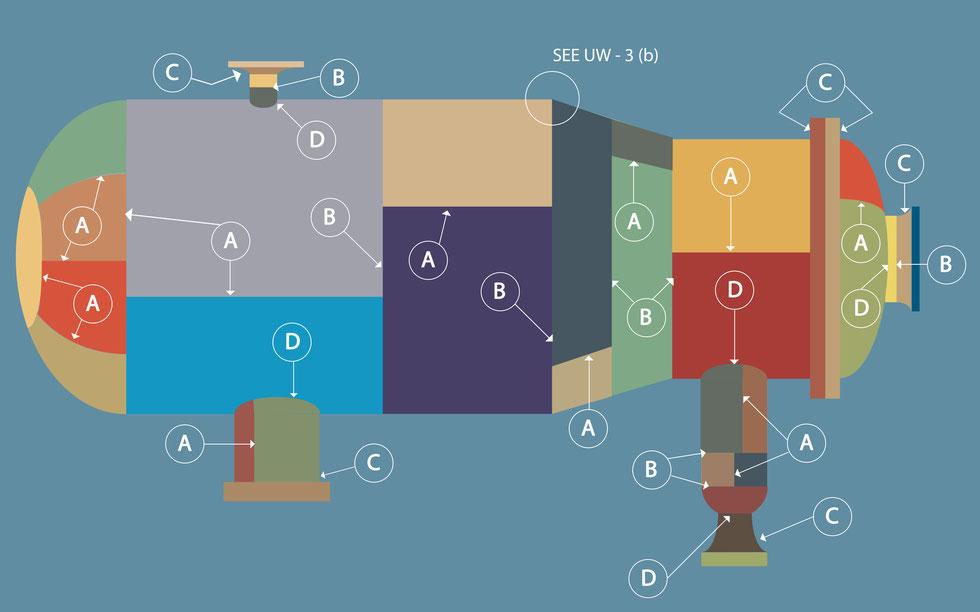
A seconda della category è possibile definire il tipo di esame ispettivo corrispondente, in modo da poter determinare il valore dell’efficienza della saldatura da inserire nelle formule di calcolo. A tale scopo ci serviremo della figura uw-3 che mostra la disposizione delle saldature tipiche.
Abbiamo quindi quattro tipi di categoria, che possono essere indicate nel modo seguente:
- A: longitudinal and spiral welded joint,
- B: circumferential welded joint,
- C: welded joint connecting flanges,
- D: Welded joints connecting communicating chambers.
Per quanto riguarda i materiali invece –a secondo del loro utilizzo nella produzione del pressure vessel - questi possono essere di due tipi: le parti in pressione, che devono soddisfare i requisiti imposti ai paragrafi ug 4 – ug 15; le parti non in pressione, che devono soddisfare ai criteri di qualità di saldatura.
A seconda del tipo di saldatura infine, è possibile definire il tipo di esame ispettivo da eseguire sulla saldatura; questi possono essere indicati come segue:
- Full radiography,
- Spot radiography,
- No radiography;
- Ultrasonic examination
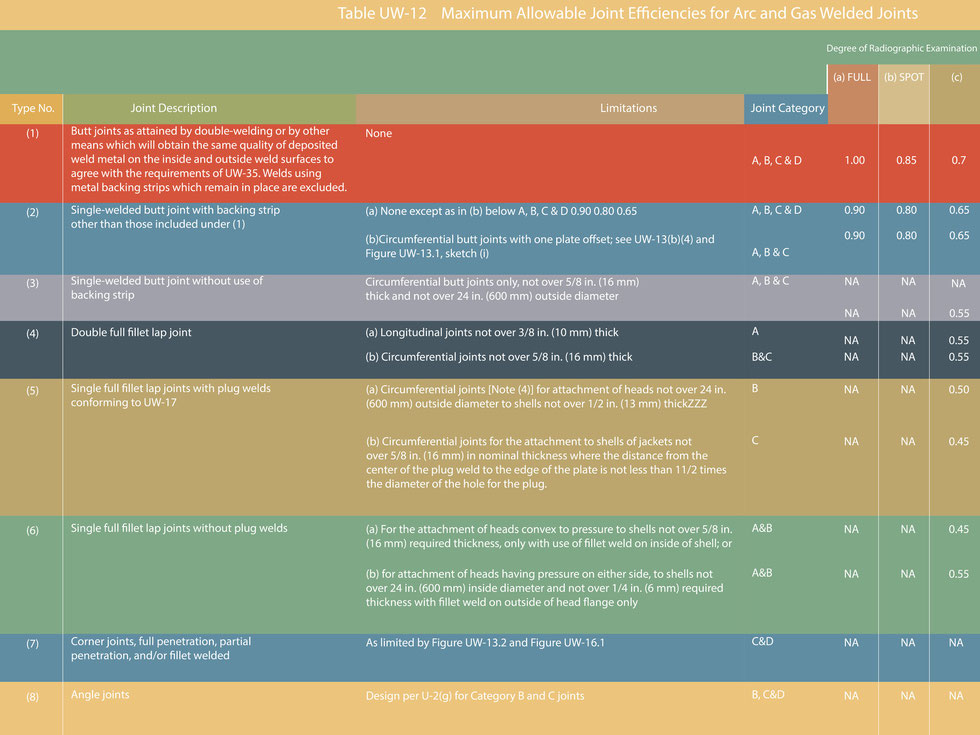
Una volta definite le caratteristiche della saldatura, dal materiale alla categoria, fino al test radiografico è possibile definire l’efficienza di saldatura; a tale scopo consideriamo la tabella uw – 12 che segue: